



ООО Фуцзянь Цяньфэн Машиностроение



Часто задаваемые вопросы
Наши продукты
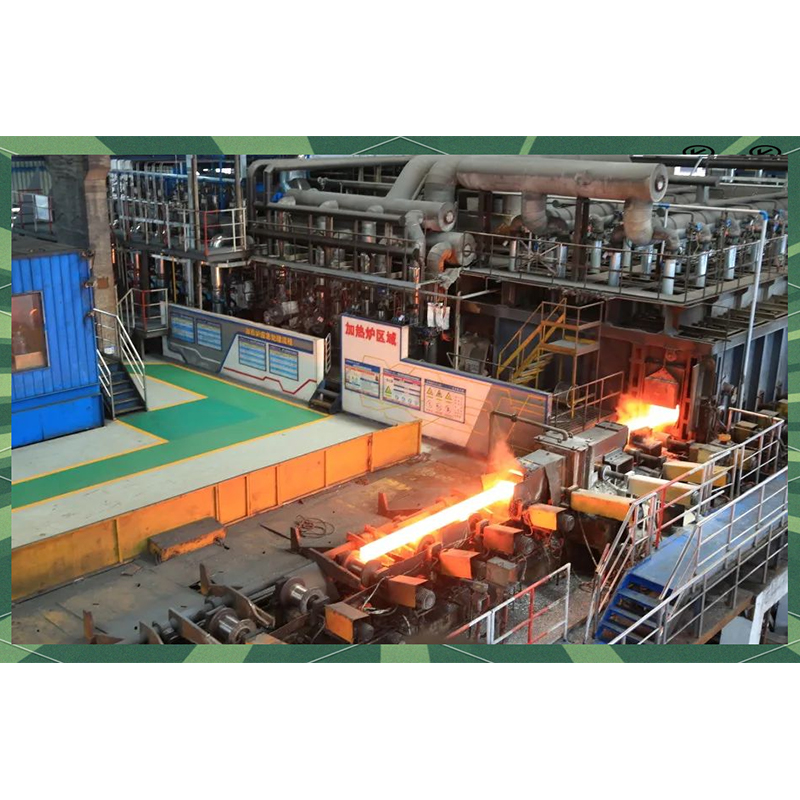
Нагревательная печь для заготовок
Нагревательная печь для заготовок Нагревательная печь для заготовок является ключевым нагревательным оборудованием прокатного производства. Она предназначена для равномерного нагрева непрерывнолитых квадратных и круглых заготовок, обес...
Подробнее

Агрегат холодной прокатки титановой полосы (одноклетьевой, реверсивный)
Агрегат холодной прокатки титановой полосы (одноклетьевой, реверсивный) Агрегат холодной прокатки титановой полосы использует технологию одноклетьевой реверсивной прокатки и является ключевым оборудованием для точной обработки титаново...
Подробнее

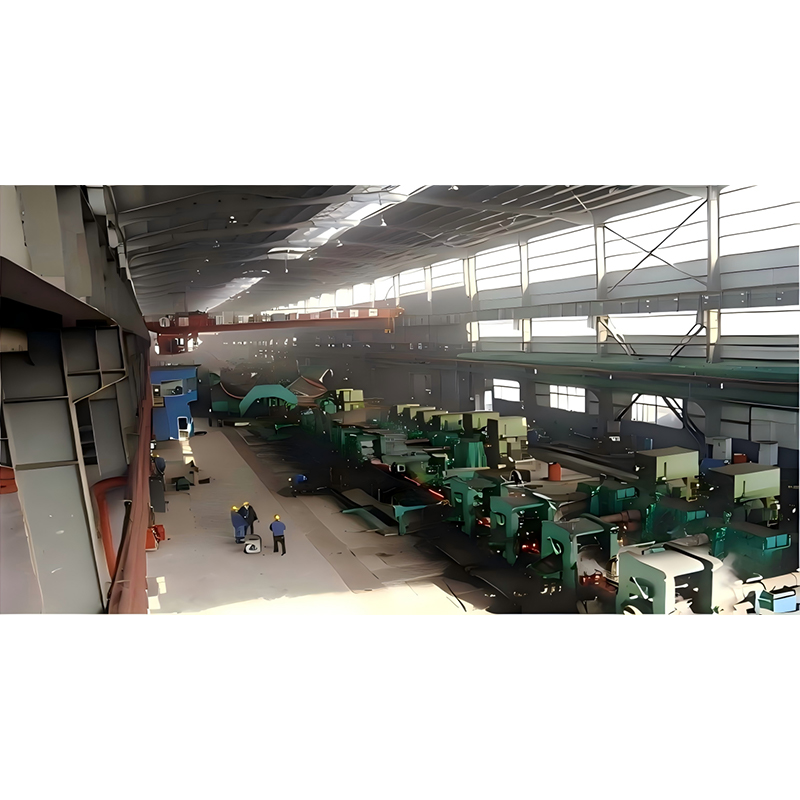
Линия горячей прокатки полосовой стали
Линия горячей прокатки полосовой стали Исходным материалом является непрерывнолитая слябовая заготовка. Заготовка равномерно нагревается в шагающей нагревательной печи, затем подаётся на черновую прокатную клеть для реверсивной прокатк...
Подробнее

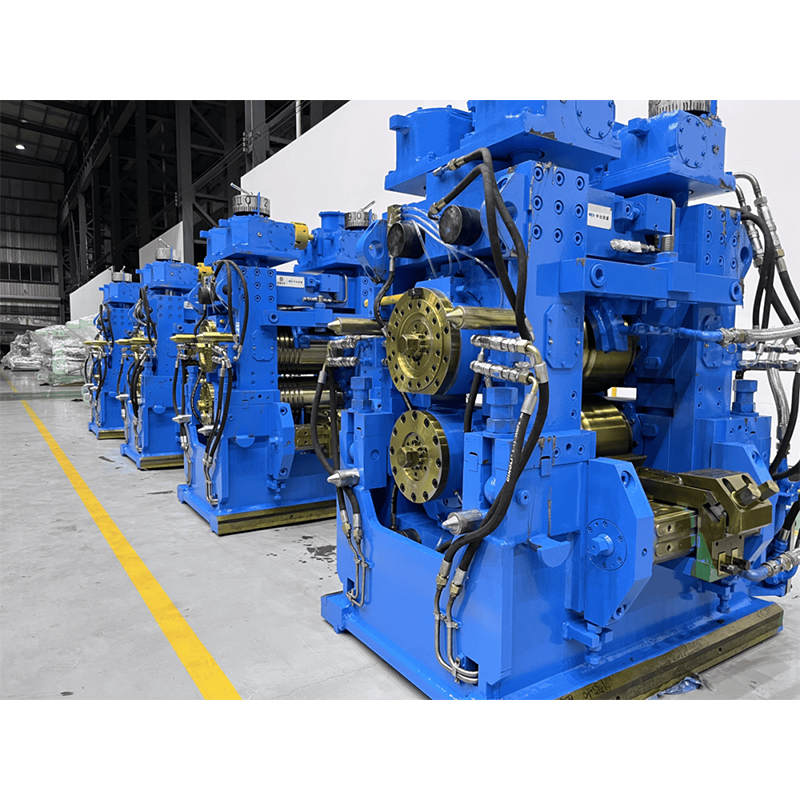
Сортопрокатная линия, универсальный прокатный стан (бесстанинный, короткошпиндельный)
Сортопрокатная линия, универсальный прокатный стан (бесстанинный, короткошпиндельный) Сортопрокатная линия использует технологию непрерывной прокатки. Основным оборудованием является бесстанинный короткошпиндельный универсальный прокат...
Подробнее
Сортопрокатная линия (прокатный стан типа “Морган” с закрытой станиной)
Сортопрокатная линия (прокатный стан типа “Морган” с закрытой станиной) Сортопрокатная линия (прокатный стан типа “Морган” с закрытой станиной) использует технологию непрерывной прокатки. Основным оборудованием ...
Подробнее
Двухлинейная высокоскоростная сортопрокатная линия (скорость прокатки: 40 м/с, годовая производительность: 1,5 млн тонн)
Двухлинейная высокоскоростная сортопрокатная линия (скорость прокатки: 40 м/с, годовая производительность: 1,5 млн тонн) Двухлинейная высокоскоростная сортопрокатная линия (скорость прокатки: 40 м/с, годовая производительнос...
Подробнее

Высокоскоростная линия для прокатки катанки
Высокоскоростная линия для прокатки катанки Высокоскоростная линия для прокатки катанки использует технологию непрерывной, безуточной высокоскоростной прокатки и является ключевым оборудованием для крупносерийного производства катанки....
Подробнее

Высокоскоростная сортопрокатная линия (сплит-прокатка / разделение раската)
Высокоскоростная сортопрокатная линия (сплит-прокатка / разделение раската) Высокоскоростная сортопрокатная линия использует технологию непрерывной сплит-прокатки и является ключевым оборудованием для крупносерийного производства сорто...
Подробнее







Приглашаем к сотрудничеству
Приглашаем заказчиков из Китая и из-за рубежа посетить предприятие для переговоров по изготовлению нестандартного оборудования, инжинирингу и техническому сотрудничеству. Совместными усилиями к обоюдному успеху!
Подробнее
ООО Фуцзянь Цяньфэн Машиностроение
ООО «Фуцзянь Цяньфэн Машиностроение» основано 19 февраля 2019 года. Уставной капитал: 50 млн юаней, оплачен полностью. Компания является юридическим лицом. Юридический адрес: Китай, провинция Фуцзянь, г. Фучжоу, зона технико-экономического развития Минхоу, промышленный кластер Телин (II очередь), улица Чанлунси, д. 8. Производственная база занимает площадь 10 500 м², численность персонала — 85 человек.
- Сильная научно-исследовательская и квалификационная база
- Мощный производственный потенциал
- Широкий охват бизнеса и рынков



Методы ежедневного технического обслуживания и ухода за станочным оборудованием
Основные принципы ежедневного технического обслуживания 1. Превентивный подход: своевременное выявление и устранение неисправностей, предотвращение перерастания мелких проблем в аварии оборудования. 2. Четкое распределение обязанностей: определенные лица, определенные места, определенное время, определенные задачи, определенные стандарты (пять «определений»). 3. Шесть этапов: очистка — проверка — затяжка — смазка — регулировка — ведение записей. 4. Категорически запрещается эксплуатация с неисправностями, посторонними шумами и утечками. Ежедневная техническая обслуживание (перед запуском / во время работы / после остановки) 1. Проверка перед запуском (10–15 минут) ● Проверить валки, подшипниковые седла, рамы и прижимные винты на наличие трещин, ослабления и посторонних шумов. ● Проверить, затянуты ли болты карданного вала, муфт и муфт. ● Проверить, находятся ли уровень масла, температура масла и давление масла в смазочной станции в норме. ● Проверить, нет ли утечек в гидравлической системе и стабильно ли давление. ● Проверить, находятся ли давление и расход охлаждающей воды и воды для удаления окалины в норме. ● Проверить, нет ли ослабления или смещения направляющих, скользящих муфт и прижимных валков. ● Удалите окисленную окалину, масляные загрязнения и посторонние предметы вокруг стана. 2. Контроль во время работы ● Прослушивайте, нет ли посторонних шумов и вибрации в главном двигателе, редукторе и подшипниках. ● Следите за тем, не превышают ли температуру масла, давление масла, давление воды и ток допустимые пределы. ● Проверьте, нет ли утечек в масляных, водяных и пневматических контурах. ● Проверьте стабильность зазора между валками, формы проката и размеров. ● При обнаружении аномалий немедленно снизьте скорость или остановите станок; категорически запрещается продолжать работу в неисправном состоянии. 3. Техническое обслуживание после остановки (обязательно) ● Тщательно очистите станины, валковые дорожки, направляющие и желоба от окислов железа. ● Протрите валки, рамы и датчики, поддерживая их в чистоте. ● Проверьте валки на износ, отслоение поверхности и трещины. ● Долейте смазочное масло и гидравлическое масло. ● Слейте скопившуюся воду из масловодоотделителя, воздушного резервуара и фильтров. ● Заполните формуляр проверки оборудования. Методы технического обслуживания основных узлов стана 1. Техническое обслуживание системы валков ● Ежедневно проверяйте поверхность валков, шейки валов, подшипники и уплотнения на наличие повреждений. ● При замене валков проверяйте нагрев подшипников, посторонние шумы и утечки. ● Контролируйте усилие прокатки, температуру и охлаждающую воду, чтобы избежать растрескивания валков и потери металла. ● При хранении валков обеспечить ровную поверхность, защиту от ржавчины и предотвратить столкновения. 2. Техническое обслуживание подшипников и редукторов • Ежедневно проверять уровень масла, еженедельно проверять качество масла. ● Температуру масла поддерживать в пределах 35–60 °C, при превышении температуры немедленно останавливать оборудование. ● В редукторах категорически запрещается недолив масла, попадание воды и окислов железа. ● Регулярно заменять смазочное масло и очищать фильтрующие элементы. 3. Обслуживание системы смазки (самое важное) ● Масляная станция должна быть чистой, без посторонних предметов и скоплений воды. ● Ежедневно проверяйте работу масляного насоса, давление и нормальность обратного оттока масла. ● Засоренный фильтр следует немедленно заменить. ● В точках смазки не должно быть недостатка масла или утечек. 4. Обслуживание гидравлической системы ● Ежедневно проверяйте магистрали, соединения и гидроцилиндры на наличие утечек. ● Поддерживайте температуру масла в диапазоне 40–55 °C. • Регулярно сливайте воду из масляного бака, фильтруйте или заменяйте масло. ● Работа систем AGC, изгибающих и перемещающих валков должна быть плавной, без задержек. 5. Система охлаждающей воды / удаления окалины ● Ежедневно проверяйте форсунки и немедленно устраняйте засоры. ● Поддерживайте стабильное давление воды, чтобы предотвратить перегрев и растрескивание валков. ● Регулярно проводите обратную промывку фильтров. 6. Электрическая и автоматическая системы ● Ежедневно проверяйте температуру, вибрацию и шум двигателей. ● Содержите в чистоте энкодеры, толщиномеры и датчики. ● Кабели и кабельные каналы не должны подвергаться сдавливанию, истиранию или попаданию масла. ● Шкафы управления должны оставаться чистыми, сухими и проветриваемыми. Основные моменты еженедельного / ежемесячного технического обслуживания ● Полная затяжка болтов портала, двигателей, редукторов и карданных валов. ● Проверка предохранительных штифтов, предохранительных муфт и концевых выключателей. ● Очистка фильтров систем смазки, гидравлики и охлаждения. ● Проверяйте вибрацию, температуру и зазор подшипников. ● Проверяйте износ прижимающего механизма, резьбового стержня и гайки. ● Проводите отбор проб гидравлического масла для анализа. • Проводите полную проверку электрических цепей, заземления и контакторов. «Десять запретов» при ежедневном обслуживании 1. Запрещается работать с недостатком масла 2. Запрещается допускать попадание воды и посторонних предметов в смазочную станцию 3. Не допускается превышение давления, температуры и нагрузки. 4. Не допускается грубая замена валков и удары по оборудованию. 5. Не допускается произвольная регулировка параметров давления и скорости. 6. Не допускается продолжение производства при наличии утечки масла без устранения неисправности. 7. Не допускается работа с замыканием датчиков и концевых выключателей. 8. Не допускается дальнейшее использование валков с трещинами. 9. Не допускается продолжение прокатки при появлении посторонних звуков в оборудовании. 10. Запрещается продолжать производство в течение длительного времени без удаления окисной корки Краткое резюме (самые практичные правила) Сначала очистить, затем проверить, потом закрепить, затем смазать, настроить и зафиксировать. Температура масла, давление масла и давление воды должны быть стабильными; при появлении необычных звуков или запахов немедленно остановить работу. Особое внимание уделять подшипникам валков; гидравлическая смазка не должна прерываться. При выполнении ежедневного технического обслуживания прокатный станок будет работать стабильно и прослужит долго.
Ежедневный осмотр универсального прокатного стана + Основные моменты технического обслуживания + Меры по устранению типичных неисправностей.
Содержание ежедневного осмотра универсального прокатного стана 1. Осмотр перед запуском (10 минут) 1). Горизонтальные и вертикальные валки: отсутствие трещин и отслоений, поверхность валков в исправном состоянии 2) . Подшипниковые корпуса: отсутствие ослабления, смещения, уплотнения в исправном состоянии 3). Устройство прокатки (горизонтальные валки): винты и гайки не заклинивают, фиксация надежна 4). Механизм регулировки вертикальных валков: симметричность по отношению к левой и правой сторонам, отсутствие смещения и люфта 5). Шарнирные валы / муфты: отсутствие ослабления, посторонних звуков, износа 6). Система смазки: уровень масла в норме, давление масла в норме, утечек масла нет 7). Охлаждающая вода: водопроводи проходны, форсунки не забиты 8). Направляющие, входные направляющие: выровнены, закреплены, деформаций нет 9). Рама стана: трещин и разрывов сварных швов нет 10) . Гидравлическая система (AGC / гнущие валки): отсутствие утечек, давление в норме 2. Проверка во время работы (раз в 30 минут) 1). Температура подшипников горизонтальных валков ≤70℃ 2). Температура подшипников вертикальных валков ≤70℃ 3). Отсутствие аномальных вибраций и стуков 4) . Отсутствие утечек масла, воды, воздуха 5). Стабильный зазор между валками, отсутствие отклонений в размерах 6). Стабильный ток двигателя, отсутствие скачков 7). Вертикальные валки не смещаются, не колеблются 8). Симметричные размеры изделия, отсутствие скручивания и изгибов 3. Проверка после остановки (перед сменой) 1). Удаление окисной корки и масляных загрязнений 2). Проверка поверхности валков на наличие повреждений, сколов и трещин 3). Проверка всех крепежных элементов: отсутствие ослабления 4). Проверка уровня смазочного и гидравлического масла, доливка при недостатке 5). Запись в журнал аномалий, износа и замен за смену Универсальный прокатный станок. Основные моменты технического обслуживания (ключевые) 1). Техническое обслуживание системы горизонтальных валков ● При замене валков необходимо проверять зазор в подшипниках, уплотнения и фиксацию ● Валки с износом, превышающим допустимые пределы, необходимо заменить, чтобы избежать вибрации ● Категорически запрещается допускать недостаток масла, попадание воды и железной пыли в подшипники ● Регулярно смазывать прижимной винт и предотвращать его заклинивание 2.) Техническое обслуживание системы вертикальных валков (самое важное для универсального прокатного стана) ● Подшипники вертикальных валков наиболее подвержены износу, необходимо обеспечить принудительную смазку ● Механизм регулировки вертикальных валков должен быть симметричным и надежно зафиксированным ● При появлении люфта или колебаний вертикальных валков необходимо немедленно остановить станок и провести проверку ● При повреждении уплотнений вертикальных валков следует немедленно произвести их замену, чтобы предотвратить попадание воды и окисленной окалины 3). Техническое обслуживание портала и станины • Регулярно проверять наличие трещин в зонах напряжения портала ● Регулярно подтягивайте анкерные и соединительные болты ● На сварных соединениях не должно быть разрывов сварки и деформаций 4). Техническое обслуживание системы смазки ● Поддерживайте чистоту масляной станции, регулярно меняйте масло и фильтрующие элементы ● Контроль обратного потока масла: отсутствие железной пыли и попадания воды ● В системе многоточечной смазки масло должно подаваться во все точки, не должно быть засоров 5). Гидравлическая система (AGC, прокат, балансировка) ● Отсутствие утечек ● Стабильное давление ● Температура масла 40–55 °C ● Регулярный слив воды и фильтрация масла 6). Обслуживание направляющих ● Направляющие должны быть выровнены, в противном случае это приведет к: смещению, скручиванию, царапинам, асимметрии размеров ● При износе, превышающем допустимые пределы, немедленно производить замену Универсальный прокатный стан. Распространенные неисправности + причины + меры по устранению 1.) Нагрев подшипников горизонтальных валков / перегрев подшипников. Причины: ● Недостаток масла, засорение масляных каналов ● Неисправность уплотнений, попадание воды, окисленной окалины ● Износ подшипников, большой зазор ● Перегрузка, расцентрированность валков. Меры по устранению: ● Проверить давление смазки, прочистить масляные каналы ● Заменить уплотнения, подшипники ● Выполнить выравнивание валков ● Проверить, нет ли перекоса нагрузки на валки и матрицы 2). Нагрев подшипников вертикальных валков (наиболее распространенная неисправность на универсальных прокатных станах) Причины: Недостаточная смазка вертикальных валков ● Колебания вертикальных валков, неправильная регулировка ● Повреждение уплотнений ● Чрезмерное или несимметричное усилие прокатки. Решение: ● Усилить смазку, проверить масляные каналы ● Заново отрегулировать симметричность вертикальных валков ● Заменить подшипники и уплотнения ● Проверить, нет ли смещения заготовки и не задевает ли она направляющие 3). Несимметричные размеры продукции (одна сторона больше, другая меньше). Причины: ● Одностороннее смещение вертикального валка ● Асимметрия зазора между горизонтальными валками ● Ослабление прижимающего механизма ● Смещение направляющих ● Повторно отрегулировать симметрию вертикальных валков по левой и правой сторонам ● Выровнять зазоры по обеим сторонам горизонтальных валков ● Затянуть прижимающий механизм ● Выровнять направляющие по центру 4). Сильная вибрация и посторонние шумы в прокатном стане. Причины: ● Повреждение подшипников ● Ослабление муфты ● Ослабление валков ● Смещение вертикальных валков. Решение: ● Остановить станок и проверить подшипники ● Затянуть болты карданного вала ● Проверить фиксацию валков ● Регулировка зазора между вертикальными валками, устранение перемещения 5). Смещение зазора между валками (размер проката увеличивается / уменьшается) Причины: ● Износ прижимного винта / гайки ● Неисправность фиксирующего устройства ● Увеличение зазора в подшипниках ● Ослабление рамы или тяги Решение: ● Отремонтировать механизм прокатки ● Заменить фиксирующие детали ● Проверить подшипники ● Затянуть болты станины 6.) Смещение, скручивание и царапины на прокате Причины: ● Несоосность направляющих ● Асимметрия вертикальных валков ● Искривление заготовки, нестабильная форма заготовки ● Неравномерный износ поверхности валков Решение: ● Выровнять направляющие ● Заново отрегулировать симметрию вертикальных валков ● Проверить форму заготовки на предыдущем участке ● Отшлифовать или заменить валки 7). Сильная утечка масла Причины: ● Повреждение уплотнений подшипников ● Ослабление соединений масляных трубопроводов ● Непроходимость обратного масляного трубопровода Решение: ● Заменить уплотнения ● Затянуть соединения ● Прочистить трубопроводы обратного отвода масла Три золотых правила технического обслуживания универсальной прокатной стана (обязательны к заучиванию для бригады) 1. Вертикальные валки должны быть симметрично выровнены, в противном случае образуется лом. 2. Подшипники не должны испытывать недостатка в масле, иначе они перегреются. 3. Направляющие должны быть выровнены по центру, в противном случае произойдет смещение и вибрация.

Применение и конструктивные особенности универсального прокатного стана
Универсальный прокатный стан является основным оборудованием для производства профилей сложного сечения, таких как двутавровые балки, рельсы, двутавровые балки, швеллеры и стальные шпунтовые сваи. Его основная конструкция представляет собой пару горизонтальных валков и пару вертикальных валков, расположенных в одной плоскости, что обеспечивает четырехстороннюю синхронную прокатку, высокоточную формовку и гибкое производство продукции различных размеров. Основные конструктивные особенности 1. Конфигурация вальцового стана (четырехвальцовый замкнутый контур) (1) Верхние и нижние горизонтальные валки: приводной привод, прокатка стенки, контроль толщины; небольшой диаметр валков, не требуют глубоких отверстий, позволяют прокатывать профили с высокими боковыми стенками / широкой серединой. (2) Левый и правый вертикальные валки: ведомые / ведущие, прокатывают внутреннюю сторону фланцев, контролируют ширину и перпендикулярность; внутренние стороны обеих стоек могут быть выполнены без наклона. (3) Оси четырех валков лежат в одной плоскости, образуя замкнутую матрицу, что обеспечивает синхронное сжатие всех частей сечения, равномерную деформацию и малые внутренние напряжения. 2. Станины и жесткость: цельная портальная конструкция / короткая линия напряжений / конструкция с соединительными пластинами, высокая жесткость, устойчивость к деформации, обеспечение стабильности размеров. Системы опоры горизонтальных и вертикальных валков независимы, распределение нагрузки четкое, хорошая стабильность точности при высоких нагрузках. 3. Регулировка и привод (1) Горизонтальные валки: гидравлический быстрый спуск/подъем AGC, точное регулирование толщины стенки. (2) Вертикальные валки: гидравлическая поперечная регулировка расстояния, контроль ширины и симметричности фланцев. (3) Основной привод — горизонтальные валки; вертикальные валки в основном пассивные, в моделях высокого класса могут иметь независимый привод для согласования с линейной скоростью. 4. Вспомогательные узлы (1) Установка обрезки кромок (ED): корректировка торцов фланцев, контроль высоты фланцев, повышение ровности сечения. (2) Быстросменные валки, интенсивное охлаждение, смазка, направляющие, онлайн-контроль, адаптация к непрерывной / реверсивной прокатке Особенности использования и технологические характеристики Широкая адаптивность к продуктам (основа «универсальности») 1. Основные продукты: H-образные профили, тяжелые / легкие рельсы, двутавровые профили, швеллеры, стальные шпунтовые сваи, U-образные профили, направляющие для лифтов. 2. При смене спецификаций требуется меньшее количество сменных валков и больше регулировок зазора, что обеспечивает гибкое производство широкого ассортимента изделий с различными сечениями. 3. Преимущества в области формовки и точности (1) Четырехстороннее прокатывание, синхронная формовка стенки и фланцев, точность размеров на 30% выше, чем у обычных двухвалковых станов. (2) Хорошая перпендикулярность фланцев, отсутствие наклона на внутренней стороне, равномерность сечения, стабильные механические свойства. (3) Высокая эффективность и гибкость производства (4) Реверсивная прокатка, малый зазор между прогонами; быстрая регулировка зазора между валками + быстрая замена валков, что значительно повышает эффективность. (5) Высокая универсальность матриц, быстрая смена производства, низкий расход валков на складе. Контроль деформации и качества 1. Небольшая разница скоростей в различных точках сечения, равномерная деформация, низкие остаточные напряжения, хорошая прямолинейность. 2. Подходит для контролируемой прокатки и охлаждения, что повышает прочность, вязкость и качество поверхности. Условия эксплуатации и техническое обслуживание 1. Предназначен в основном для горячей прокатки, выдерживает высокие температуры, большие нагрузки и непрерывную работу. 2. Равномерный износ валков, длительный срок службы; модульная конструкция, удобство эксплуатации и технического обслуживания, короткие простои. Ключевые отличия от обычных двухвалковых станов Проект Универсальный прокатный стан Обычная двухвалковая прокатная станка Примечание Система валков Горизонтальные валки + вертикальные валки, четырехвалковая система с замкнутым контуром Только верхний и нижний горизонтальные валки Формовочная поверхность Четырехстороннее синхронное прокатывание Прокатка с обеих сторон Поперечное сечение Высокие стенки, отсутствие наклона, сложные сечения Ограниченный диаметр валков и профиль, ограниченная высота и точность Точность Высокая точность прокатки стенки / фланцев / симметричности Большие колебания размеров, склонность к асимметрии Применимость Гибкое производство разнообразных видов профилей Только верхний и нижний горизонтальные валки Система валков Типовые конфигурации и области применения ● Грубая прокатка UR + точная прокатка UF + кромкопрокатный станок ED: основные линии по производству H-образного профиля / рельсов. ● Реверсивный одностанечный станок: мелкосерийное производство специального профиля различных размеров. ● Основные преимущества: многофункциональность, высокая точность, высокая производительность, низкие потери — стандартное оборудование для линий по производству высококачественного профиля.
Многолетнее сотрудничество позволило нам убедиться в высоком качестве их металлургического оборудования: оно отличается прочной конструкцией, стабильной работой и соответствует стандартам точности обработки. Это значительно сокращает время простоя и увеличивает производственную мощность, обеспечивая надежное и бесперебойное производство и доставку на протяжении всего процесса.

Алексей
Генеральный директорБлагодаря мощным собственным научно-исследовательским разработкам, их инновационное металлургическое оборудование подходит для крупномасштабных инженерных проектов. Оборудование отличается высокой общей экономической эффективностью. После приобретения и использования нашим зарубежным филиалом, его качество было признано местными производственными линиями, что делает его достойным долгосрочным партнером.
