



Характеристики прокатных станов для прокатки полосовой стали: применение и конструктивные особенности
2026-05-12
Прокатные станы для прокатки полосовой стали делятся на горячекатаные и холоднокатаные. Они в основном используются для непрерывного производства рулонной полосовой стали и характеризуются высокой жесткостью, высокой точностью, непрерывной работой и замкнутым контуром управления формой/толщиной полосы. Ниже приведено полное описание их конструктивных и эксплуатационных характеристик.
Основные конструктивные характеристики
(I) Общая конструкция
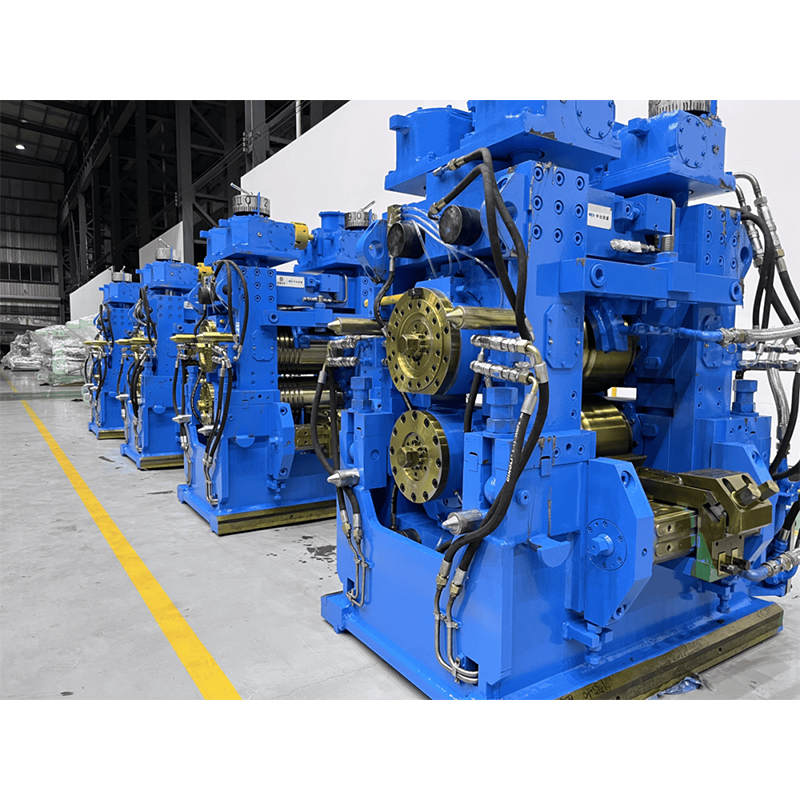
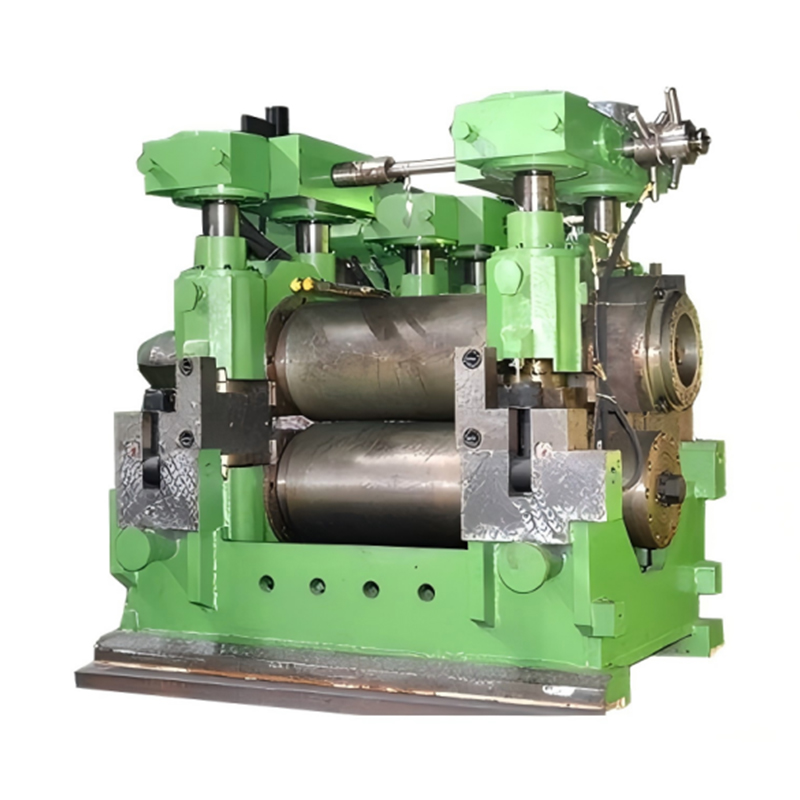
1. Рама: Закрытая цельная рама, высокопрочная литая сталь/сварная, прочная и высокожесткая.
2. Валковая система: Основная четырехвалковая (рабочий вал + опорный вал), шестивалковая/двенадцативалковая/двадцативалкаковая для точной обработки тонких материалов.
3. Система редукции: Гидравлический автоматический регулятор зазора между валками, быстрое реагирование и точное позиционирование.
4. Контроль формы полосы: Регулировка гибочных валков, смещения валков и наклона для обеспечения прямолинейности.
5. Трансмиссия: Одновалковый/групповой привод, частотное регулирование скорости, синхронизация скорости и натяжения.
6. Вспомогательные системы: Интегрированная система смазки, гидравлика, охлаждение, контроль и намотка/размотка.
(II) Конструкция прокатного стана для горячекатаной полосы
● Черновой прокатный стан: Четырехвалковый реверсивный + вертикальный валки, высокопроизводительная очистка от окалины, контроль ширины.
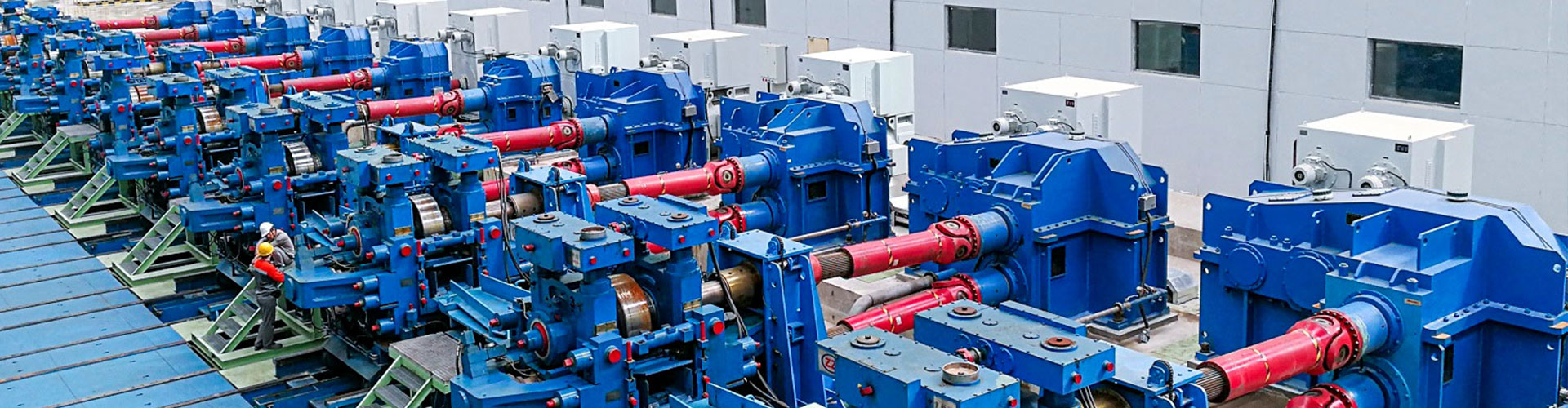
● Чистовой прокатный стан: 5–7 станов, четырехвалковая непрерывная прокатка, компактная компоновка, полоса по всей длине.
● Основные конфигурации: Очистка от окалины водой под высоким давлением, ламинарное охлаждение, намотчик, летучие ножницы.
● Валковая система: Опорные валки большого диаметра, термостойкие, износостойкие и термоударопрочные.
(III) Конструкция прокатного стана для холоднокатаной полосы
● Тип стана: Одновалковый реверсивный, многовалковый холодный непрерывный прокат, 20-валковый стан Сендзимира.
● Валковая система: шестивалковая с промежуточными/гибочными валками; 20-валковая башенная валковая система для чрезвычайно тонких материалов.
● Система натяжения: размотка + намотка + межвалковое натяжение, стабилизация формы полосы.
● Вспомогательные системы: травление, обезжиривание, отжиг, выравнивание и перемотка — все работают в тандеме. II. Характеристики использования и процесса
Стан для прокатки горячекатаной полосы
1. Условия эксплуатации: высокотемпературная прокатка при 900–1250℃, большие деформации и высокая эффективность.
2. Продукция: толщина 1,5–25 мм, очень большой вес рулона, подходит для обычной углеродистой стали, низколегированной стали, трубопроводной стали и кремниевой стали.
3. Преимущества: высокая производительность, низкая стоимость, хорошая пластичность, легкость формования.
4. Ключевые контрольные точки: температура, ширина, толщина, удаление окалины, ритм охлаждения.
5. Применение: Холоднокатаное сырье, конструкционные элементы, стальные трубы, листовой прокат для контейнеров.
Стан для прокатки холоднокатаной полосы
1. Условия эксплуатации: Прокатка при комнатной температуре, высокая деформационная стойкость, высокая прочность на растяжение.
2. Продукция: Толщина 0,05–3 мм, гладкая поверхность, размеры на микронном уровне, отличная форма полосы.
3. Преимущества: Высокая точность, высокая гладкость, высокая прочность и однородность, подходит для прямой глубокой обработки.
4. Ключевые параметры контроля: Толщина AGC, форма листа AFC, натяжение, смазка и шероховатость.
5. Применение: Бытовая техника, автомобильные панели, нержавеющая сталь, кремниевая сталь и подложки для гальванического покрытия.
Сравнение типичных моделей
| Тип станка | Конструктивные особенности | Точность: | Области применения |
| Четырехвалковый станок горячей прокатки | Большой диаметр валков, высокая жесткость, эффективное удаление окалины/охлаждение | Уровень миллиметра | Черновая и чистовая обработка тропической стали |
| Четырехвалковый станок холодной прокатки | Изогнутые валы + АРУ, замкнутый контур скорости и натяжения | ±5 мкм | Обычный холоднокатаный лист |
| Шестивалковый станок холодной прокатки | Промежуточное смещение валков/изогнутые валы, более прочная форма листа | ±3–5 мкм | Широкая и тонкая высокопрочная сталь |
| Двадцативалковый станок | Башенная валковая система, чрезвычайно малый рабочий валок | ±1–3 мкм | Нержавеющая сталь / Кремниевая сталь / Сверхтонкая полоса |
| Четырехвалковый станок горячей прокатки | Большой диаметр валков, высокая жесткость, эффективное удаление окалины/охлаждение | Уровень миллиметра | Черновая и чистовая обработка тропической стали |
Основные преимущества
1. Непрерывная высокая производительность: Непрерывная прокатка и намотка обеспечивают бесперебойную логистику и чрезвычайно высокую эффективность.
2. Точные размеры: АРУ + замкнутая система управления формой обеспечивают стабильную толщину, форму и ширину.
3. Превосходная форма: Скоординированная гибка, перемещение валков и контроль натяжения минимизируют волнистость и трещины на кромках.
4. Высокая гибкость: Быстрая смена валков/спецификационных параметров позволяет производить несколько видов продукции на одной линии.
5. Высокая степень автоматизации: Полное управление моделью линии минимизирует вмешательство человека и обеспечивает стабильное качество.
Ключевые моменты использования
1. Управление системой валков: Правильное распределение валков, стандартизированная шлифовка, контролируемая температура и смазка.
2. Контроль натяжения: Стабильное натяжение при холодной прокатке имеет решающее значение для формы и размеров.
3. Смазка и охлаждение: Интенсивное охлаждение во время горячей прокатки предотвращает растрескивание; тонкая смазка во время холодной прокатки поддерживает гладкую поверхность.
4. Центрирование и направляющая: Полная коррекция отклонений в процессе производства предотвращает отклонения, царапины и заломы. 5. Согласование параметров: Скорость, сжатие, температура и натяжение скоординированы для предотвращения обрыва/сужения ленты.